
Metal Injection Molding
Metal Injection Molding, or MIM, is a relatively new subset of powdered metallurgy, where metals are atomized to a very fine powder, mixed with a binder, molded in a similar fashion to polymers, then de-bound and sintered to full density.
As such, close to the entire industry of powdered metallurgic materials can be MIM-ed net or near-net shape, with extremely high material utilization (<98%), precision, and repeatability.
Examples of metals PTI Tech regularly MIMs:
- Low-Alloy Steels: 4140, 4340, 4605, 100Cr6, 8620
- Stainless Steels: 17-4 PH, 316L, 440, 420, 410
- Nickel-Based Super Alloys: Hastelloy X, Inconel, Waspaloy
- Refractory & Specialty Metals: Tungsten, Titanium, Tantalum
Process
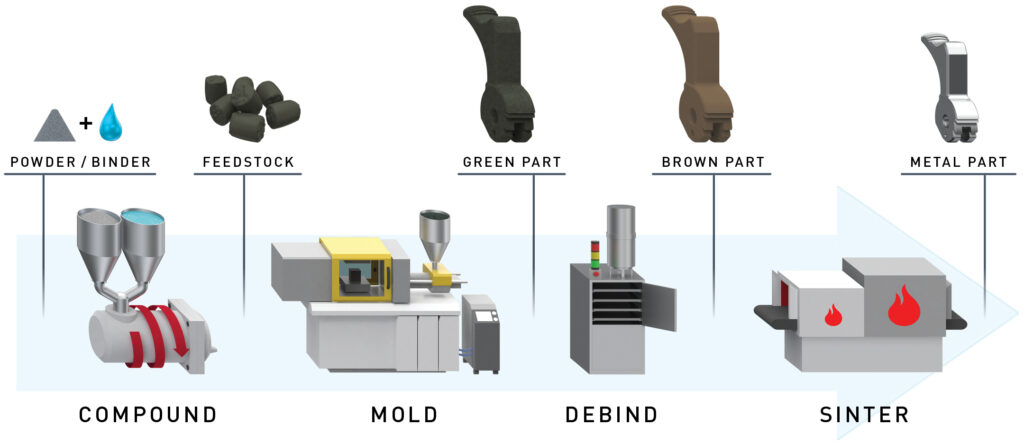
Metal Injection Molding (MIM) is similar in many ways to polymer injection molding but includes several additional steps that are common to powdered metallurgy:
- Fine metal powder and binder (polymer or wax based) are compounded and extruded into pellets.
- Pellets are fed into an injection molding machine, where they are heated and melted.
- The rotating screw of the injection molding machine shears and compacts the molten metal-binder matrix, further liquefying it.
- The injection molding machine injects the metal-binder matrix at high pressure into injection mold tooling, the part is cooled and ejected.
- Molded MIM parts, now in their green state, are de-bound where ~80% of the binder is removed. Parts are now in their Brown-state.
- Brown state parts then go into a sintering furnace with high heat and an inert atmosphere, where the remaining binder is burned off, and the metal powder diffuses together and densifies.
- Finished parts come out of the sintering furnace at 98% density, or undergo additional operations as required (HIP densification to 99%, secondary operations, heat treatment, finishing, etc.)



