Molding the Future™
Innovation. Engineering. Technology. Vision. PTI Tech has the talent, expertise, infrastructure, and American-made legacy to solve tomorrow’s precision injection molding and tooling problems today. Supporting the US aerospace, defense, medical, and industrial sectors for over 36 years, we are PTI Tech. We are Molding the Future.
Metal Injection Molding
Metal Injection Molding, or MIM, is a form of powdered metallurgy, where metals are atomized to a very fine powder, mixed with a binder, molded similarly to polymers, then de-bound and sintered to full density. From low-alloy and stainless steels to refractory and specialty metals, PTI Tech is a MIM specialist.


Polymer Injection Molding
From commodity plastics to highly engineered resins, PTI Tech is a leader in the analysis, selection, formulation, custom compounding, processing, and molding of plastics for precision, high performance applications.
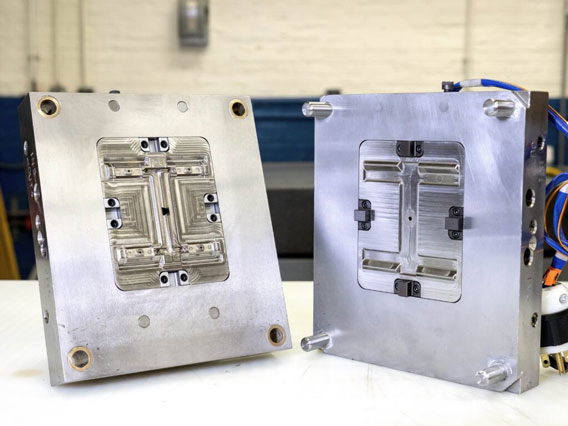
Specialty Tooling
PTI Tech offers integrated mold design and manufacturing in-house. Our master toolmakers and diemakers fabricate precision prototype and production tooling, fixturing, manifolds, hot and cold runner configurations, insert molds and overmolds, as well as maintain, repair, and modify existing molds.

MIM Tungsten
Leveraging 30 years of experience in refractory powdered metallurgy, PTI Tech is a leader in net-shape manufacturing of tungsten alloys via MIM across aerospace, defense, and medical device industries. From tungsten heavy alloy (WHA) to tungsten carbide (WC) and from high volume to prototype, PTI Tech is a MIM tungsten specialist.
Tungsten’s high cost and difficulty in manufacturing make it a uniquely excellent candidate for MIM. PTI Tech’s MIM expertise excels in manufacturing complex net shape tungsten components of various alloys and formulations, with high precision, repeatability, and material yield.
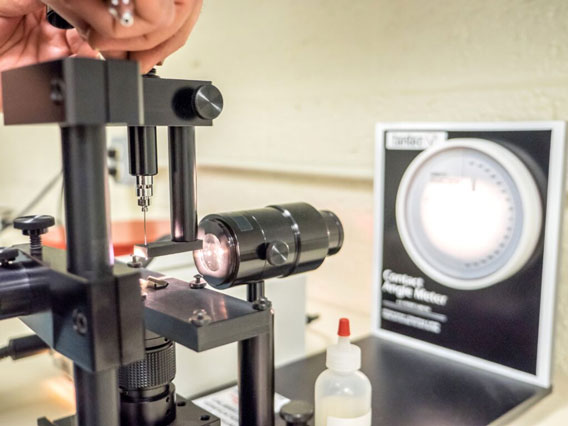
Quality Assurance
PTI Tech is committed to the relentless pursuit of quality. Our dedication to continuous improvement and delivering the highest-quality products and services sets PTI Tech apart and earned the following certifications:
ISO 9001:2008 & AS9100D (Aerospace) Certified
Registrar – QMI – SAI Global
ITAR & FDA Registered
ISO 13485 (Medical) – Met all criteria
PTI Tech is fully equipped to inspect and test components, molds, and material coupons.
Research & Development
Whether leading metal replacement in aircraft countermeasures, developing novel materials and manufacturing processes for the U.S. ARMY, or adapting new manufacturing methods for flight-critical aerospace components, PTI Tech has consistently delivered innovation and competitive advantages to our clients while helping to push the industry forward.
PTI Tech’s focus on new materials, manufacturing processes, assembly designs, mold flow analysis, and tooling development drive PTI Tech’s commitment to innovation and continuous improvement.
